熱硬化性樹脂(開発品)
1液タイプの熱硬化性樹脂で液状射出成形機を用いて成形可能です。
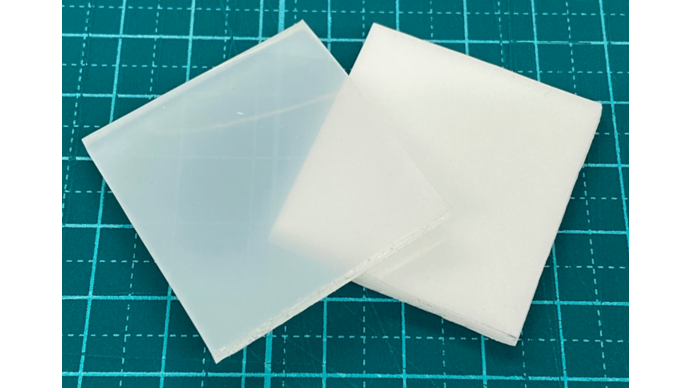
成形品
開発品の特徴
-
1液タイプで、低粘度かつ硬化速度が速い新しいタイプの軟質の熱硬化性材料です。
-
分子構造上、加水分解の恐れがなく、高い水蒸気バリア性を有しています。
-
材料特性を変えられる可能性があり、要求特性に見合った材料に調整可能です。
開発品の代表特性値
| 特性(単位) | 評価方法 | 開発品1 | 開発品2(難燃タイプ) | |
|---|---|---|---|---|
| 液成分 | 液タイプ | 1液性 | 1液性 | |
| 硬化条件 | ー |
1分-85~℃ 後硬化ー無 |
1分-85~℃ 後硬化ー無 |
|
| 粘度(25℃、Pa・s) | JIS K 7117-2(ISO 3219) | 2 | 2 | |
| 曲げ特性 | 弾性率(MPa) | JIS K 7171(ISO 178) | 5 | 30 |
| 最大応力(MPa) | 0.5 | 2.5 | ||
| ショア硬度(23℃)A/D | JIS K 7197(ISO 11359-2) | 70/10 | 90/40 | |
| 水蒸気透過性(g/m² ・day) | 25℃、90%RH | JIS K 7129 B法 | 50 | 30 |
| 40℃、90%RH | 130 | 90 | ||
| 難燃性 | UL94 | ー | V-0相当(3mm) | |
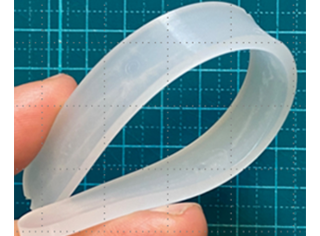
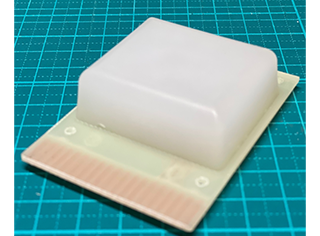
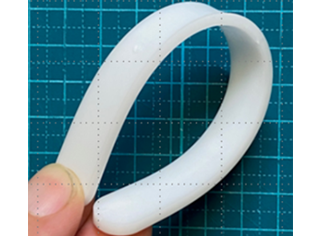
| 成形品 | ||
|---|---|---|
| バータイプ(曲げたもの) | キュービックタイプ | |
| 開発品1 |
|
|
|
開発品2 (難燃タイプ) |
|
|
粘度や材料特性をニーズに合わせ改良します。
成形方法例
| 成形機 | 液状射出成形機、あるいは、液状材料に対応した射出ユニットを備えた射出成形機が必要です。 |
|---|---|
| 取扱い |
無溶剤型の1液式のため成形現場での取り扱いが簡単です。 空気の存在下では硬化不良を発生するため、成形時は型内減圧が必要です。 |
|
低充填圧 低材料ロス |
低粘度液体のため成形時の充填圧力を低くできます。 そのため、インサート成形をする場合は、インサート物への負荷は大きく抑制できます。 ランナーやスプルーを細くできることから、材料ロスの低減が期待されます。 |
| 製品形状 | 低粘度な材料のため、様々な形状や、クリアランスが少ない箇所にも注入が可能です。 |
| 代表的成形条件(弊社研究設備での検討例) | ||
|---|---|---|
|
|
1)成形機種 | プランジャー式射出成形機 |
| 2)シリンダー、ノズル温度 | 15℃ | |
| 3)金型温度 | 125℃ | |
| 4)射出時間 | 1秒 | |
| 5)保持圧力 | 10MPa | |
| 6)硬化時間 | 120秒* | |
*厚みが3mm程度であれば、60秒
期待される用途例
自動車、蓄電デバイス、ディスプレイの低温から高温までの振動吸収・防湿、防水のためのシーリング材
封止する部材
-
自動車:インダクタなどのコイル部を持つ電子部品、小型センサー、ECU、光(通信)部品の一括封止材料
-
蓄電分野:電子部品の封止材、固体電池、燃料電池、タンク類等のパッキン、シーリング材
-
本資料に掲載したデータおよび記述は本開発品を用いた製品の設計の参考です。
本資料に記載の内容は信頼出来るテストと情報に基づいていますが、データおよび記述を絶対的なものとみなさないでください。
個々の製品に適用する場合は、その設計の妥当性を必ず別途ご確認ください。 -
本資料に記載されている用途は、本製品の当該用途への適用結果を保証するものではございません。
-
お問合せの際、お問合せカテゴリは「石油化学」をご選択ください。